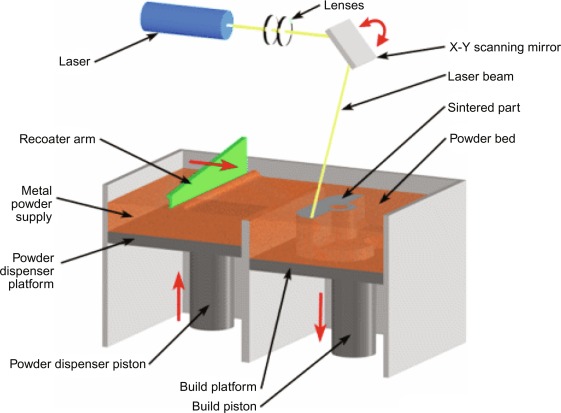
From Selective Laser Sintering (SLS) to Stereolithography (SLA), you may be wondering what’s so special about one more technical acronym that sounds suspiciously similar to its forerunners; however, 3D printing via Selective Laser Melting (SLM) does fall into a unique niche, centered around a major difference in materials: metal powder.
Direct Metal Laser Sintering (DMLS) is a direct metal laser melting (DMLM) or laser powder bed fusion (LPBF) technology that accurately forms complex geometries not possible with other metal manufacturing methods.
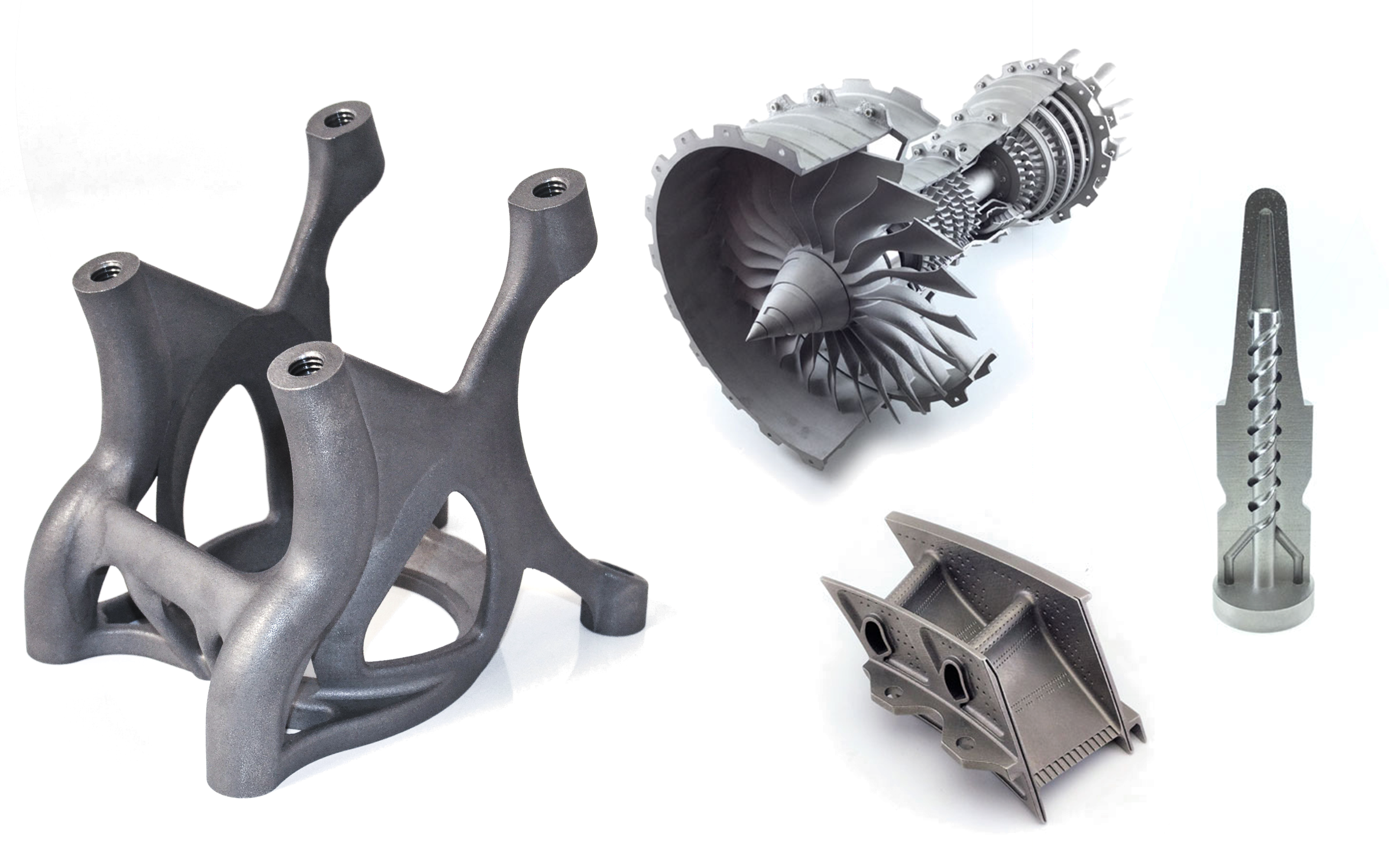
DMLS parts are stronger and denser than investment casted metal parts, and they can help you get to market first with faster turnaround times.Metal 3D printing is an ideal process for complex oil and gas components, custom medical guides, part-consolidated aerospace parts and tough functional prototypes.
DMLS materials build fully dense, corrosive resistant and highly robust metal parts that can be further treated through heat, coating and sterilization. Utilize the design freedom of DMLS and produce accurate metal components in less time than other manufacturing methods.
| Max Part Size | 250 x 250 x 325 mm |
| Min Feature Size | 0.8 mm |
| Tolerance | ± 0.2% (min: ± 0.1 mm) |
| Min Wall Thickness | 0.3-0.4 mm |
| Min Hole Diameter | 0.8 mm |
| Min Gaps for Mating Parts | 0.1 mm minimum; 0.2 mm to ensure fit |
Overhangs with an angle greater than 35 degrees can be built without support structures.
Superfluous volumes should be avoided when using this technology
Overall, the most ideal geometries are small, self-supporting parts that would be difficult to manufacture through machining
| Lifecycle | Lead Time | Materials | Resolution |
|---|---|---|---|
| Produce complex geometries in one fluid build, impossible to compose with traditional processes | 7-15 days | Stainless Steel Cx, Stainless Steel 316L, Maraging Steel, NickelAlloy IN718, Aluminium, Titanium | 0.03-0.05 mm |

I appreciate Unified Global 3D Solutions effort to understand our requirement and our end application and assist us in identifying the correct prototyping technology rather than just printing our designs.
M Venkatesh
Apollo Laboratories (P) Ltd.

We are happy in Unified Global 3D Solutions product development capability - the design thinking and manufacturability centric approach aided us in cost reduction and getting the aesthetics spot on.
Sivamallikarjuna Reddy
Aodh Lifesciences

Unified Global 3D Solutions is prompt in work and clear in communication. The professional design of enclosure was done perfectly to the required specs. I strongly recommend him for others seeking Product design / 3d printing services.
Vishwanath
Scatter 2x2